The global data center landscape is currently undergoing a massive architectural shift. As artificial intelligence (AI) and machine learning (ML) workloads demand unprecedented bandwidth, the industry is rapidly transitioning from 400G and 800G to 1.6T Ethernet. This leap is not merely a software or chip-level upgrade; it places extraordinary physical demands on the copper interconnects—specifically the high-speed Twinax pairs that form the backbone of Direct Attach Cables (DAC) and Active Copper Cables (ACC).
At these frequencies, where each lane must support 224Gbps, the margin for manufacturing error effectively vanishes. Traditional cabling methods that introduce mechanical stress are no longer viable. A planetary cable machine is essential for 1.6T multi-pair structures because it provides 100% back-twist, ensuring that individual cable pairs remain at a constant orientation without internal torsion, which is critical for maintaining signal integrity, impedance consistency, and minimizing differential skew.
I. The Physics of Failure: How Torsion Destroys 1.6T Signals
In the realm of 1.6T cabling, electricity does not simply “flow” through a wire; it travels as an electromagnetic wave guided by the conductor and the surrounding dielectric. Any physical alteration to the cable’s geometry—even at the micron level—disrupts this wave.
1. Mechanical Stress vs. Dielectric Integrity
High-speed Twinax pairs typically use Foamed PE or FEP insulation to achieve a low dielectric constant (Dk). This material is inherently fragile. When a cable is twisted using traditional “rigid” or “double-twist” methods, the insulation is subjected to internal torsion. This stress compresses the foam, changing its density and, consequently, its Dk. In 1.6T applications, a variation of even 1% in the dielectric constant can lead to massive signal degradation.
2. The “Hockling” Effect and Internal Instability
Torsion creates residual torque within the cable structure. This often manifests as “hockling”—where the cable attempts to relieve stress by kinking or twisting upon itself. In a multi-pair 1.6T structure (such as 8-pair or 16-pair OSFP1600), residual torque makes the final assembly unstable, leading to mechanical failures during routing and installation in dense server racks.
3. Impact on Signal Integrity (SI)
- Differential Skew: This is the time difference between the two signals in a pair. Internal torsion causes one conductor in a pair to be slightly longer or more stressed than the other, creating a phase mismatch that ruins the signal at 224Gbps per lane.
- Impedance Fluctuations: Any “pinching” of the insulation caused by torsion changes the distance between conductors. This results in impedance “spikes” that exceed the strict ± 2 ohm tolerance required for 1.6T.
- Structural Return Loss (SRL): Periodic stresses caused by non-planetary cabling create reflections. At high frequencies, these reflections compound, leading to catastrophic return loss.
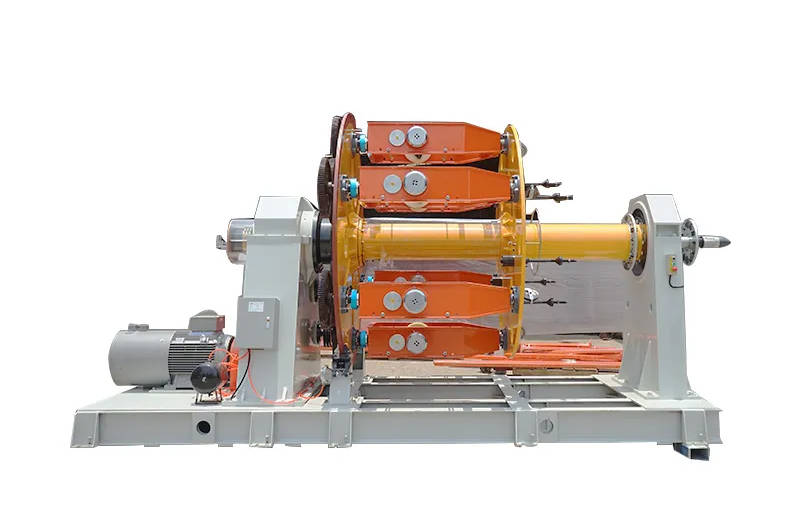
II. The Technology of “Zero-Torsion”: How Planetary Machines Work
To solve the issues of stress and deformation, manufacturers must turn to Planetary Stranding. Unlike traditional machines where the bobbins rotate with the cage (introducing a twist for every revolution), a planetary machine uses a complex gear system to keep the bobbins in a fixed horizontal or vertical plane.
The 100% Back-Twist Mechanism
In a planetary cage, as the main rotor turns, each individual bobbin carrier rotates in the opposite direction at a 1:1 ratio. This is known as 100% back-twist. The result is that the cable pairs are “laid” into the structure rather than being twisted into it.
Comparing Cabling Methodologies for 1.6T Production
| Feature | Rigid/Skip Strander | Bow-Type (Double Twist) | Planetary Strander |
| Torsion Level | High (100% Torsion) | Variable / High | Zero (100% Back-twist) |
| Insulation Damage | Significant | Moderate | Minimal / None |
| Signal Integrity | Poor (Low Frequency only) | Moderate (Up to 400G) | Superior (800G / 1.6T) |
| Production Speed | Very High | High | Moderate |
| Tension Control | Simple Friction | Centrifugal | Active Electronic/Motorized |
III. Solving the 1.6T Buyer’s Common Challenges
When investing in a Planetary Cable Machine, buyers are usually looking to solve specific manufacturing bottlenecks that prevent them from reaching Tier-1 supplier status.
1. Maintaining Impedance Tolerance (± 2 ohm)
The most common “fail” in 1.6T testing is an impedance mismatch. Because a planetary machine eliminates torsion, the Twinax pair retains its perfect “parallel” geometry. This ensures that the electromagnetic field remains uniform throughout the entire length of the cable, keeping impedance within the ultra-narrow window required by IEEE 802.3dj standards.
2. Eliminating Conductor “Bruising”
1.6T cables often use silver-plated copper conductors. Silver is highly conductive but sensitive to surface scratches and mechanical work-hardening. Planetary machines utilize a “touch-less” or “gentle-path” guidance system, which, combined with the lack of torsion, prevents the silver plating from micro-cracking.
3. Drastically Reducing Scrap Rates
The cost of materials for 1.6T (high-end FEP, silver-plated copper, specialized shielding tapes) is enormous. Using a Rigid Strander for these materials often results in a 30% or higher rejection rate during high-frequency testing. Switching to a planetary production line can reduce the scrap rate to under 5%, providing a massive boost to the manufacturer’s bottom line.
IV. Key Features to Look for in a 1.6T Planetary Machine
Not all planetary machines are built for the 1.6T era. If you are evaluating a purchase, focus on these critical technical specifications:
1. Active Tension Control (Individual Motorized Pay-offs)
For 1.6T, passive friction brakes are insufficient. You need a machine where each bobbin carrier is equipped with its own AC servo motor and tension sensor. This allows for “active” tension control, ensuring that every pair in a 16-pair structure is laid with identical force, down to the gram.
2. Precision Pitch Control and PLC Synchronization
The “Lay Length” (pitch) must be perfectly consistent. Modern machines integrate the planetary cage, the dual-wheel capstan, and the take-up unit into a single high-speed PLC network (e.g., EtherCAT). This ensures that even during acceleration and deceleration, the pitch remains constant, preventing periodic signal reflections.
3. Dynamic Balancing for High-RPM Stability
Historically, planetary machines were criticized for being slow. However, modern engineering uses carbon-fiber components and dynamic balancing to allow cages to spin at higher RPMs (e.g., 100-150 RPM) without introducing vibrations that could “jitter” the cable geometry.
4. Advanced Shielding/Taping Heads
1.6T cables require sophisticated shielding (Al-Mylar or Copper tape) to prevent crosstalk. Look for a planetary line that includes an in-line longitudinal or high-speed concentric taping head that can apply shielding with constant tension immediately after the cabling process.
V. ROI Analysis: Is the Investment Worth It?
A common hesitation among buyers is the higher initial capital expenditure (CAPEX) of a planetary machine compared to a rigid strander. However, the Return on Investment (ROI) for 1.6T production is driven by quality, not just quantity.
1. The “Yield Gap”
If a high-speed strander produces 1,000 meters of cable with a 60% pass rate, you have 600 meters of sellable product. If a planetary machine produces 700 meters with a 98% pass rate, you have 686 meters of sellable product. In the high-value 1.6T market, the planetary machine actually delivers more sellable product per hour due to the elimination of testing failures.
2. Market Entry and Certification
Tier-1 data center clients (Amazon, Google, Microsoft) require rigorous “Batch Testing” reports. If your manufacturing process cannot consistently produce “Zero-Torsion” structures, you will fail the qualification process. Owning a planetary line is often a mandatory requirement to even bid on 1.6T cable contracts.
VI. Future-Proofing: Beyond 1.6T to 3.2T and 224G/Lane
As we look toward the next decade, the industry is already discussing 3.2T and 448G per lane. The physical limits of copper are being pushed to the edge.
- Linear Drive Optics (LDO) and ACC: These cables include chips in the connector to boost the signal. However, the chip cannot fix a cable that has poor physical geometry. The “Zero-Torsion” foundation provided by planetary machines is even more critical as we move toward these active technologies.
- Thin-Gauge Challenges: Future cables will use even thinner gauges (30AWG, 32AWG, 34AWG) to save space. These thin wires are even more susceptible to torsion damage, making the planetary approach the only sustainable method for future-proofing your factory.
VII. Conclusion
In the race to 1.6T, the “how” of manufacturing is just as important as the “what.” While traditional cabling machines served the industry well for lower-speed standards, they have reached their physical limit. The Planetary Cable Machine is no longer a luxury; it is a fundamental requirement for any manufacturer serious about the high-speed data center market. By eliminating internal stress, preserving dielectric geometry, and ensuring near-perfect signal integrity, planetary stranding provides the mechanical precision necessary for the next generation of connectivity.
Are you ready to upgrade your production line for the 1.6T era? Contact our technical team today for a custom configuration of our Zero-Torsion Planetary Stranding systems.

